在制造业智能化转型的浪潮中,包装机械作为生产线上的关键环节,其效率、可靠性与智能化水平直接影响整体运营效益。工业物联网(IIoT)解决方案正通过深度融合物联网设备销售与技术应用,为包装机械设备带来革命性的升级,核心在于实现全面、精准的数据采集与无缝、安全的远程监控。
一、 工业物联网解决方案的核心架构
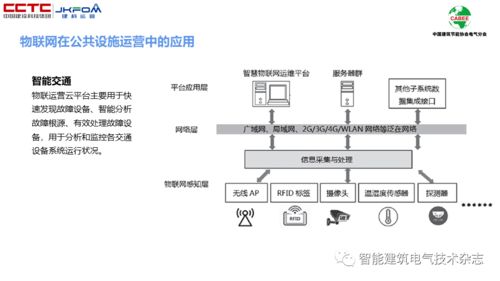
一套完整的工业物联网赋能方案,通常包含以下关键层级:
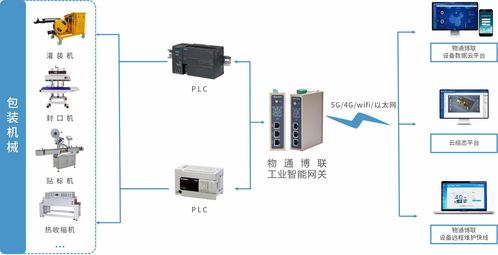
- 感知与数据采集层:通过在包装机械(如灌装机、封口机、贴标机、装箱机等)的关键节点部署各类物联网传感器与智能模块(如振动传感器、温度传感器、光电计数器、PLC通讯模块等),实时采集设备运行状态、生产数量、工艺参数、能耗、故障代码等海量数据。这些物联网设备的精准销售与部署是解决方案的物理基础。
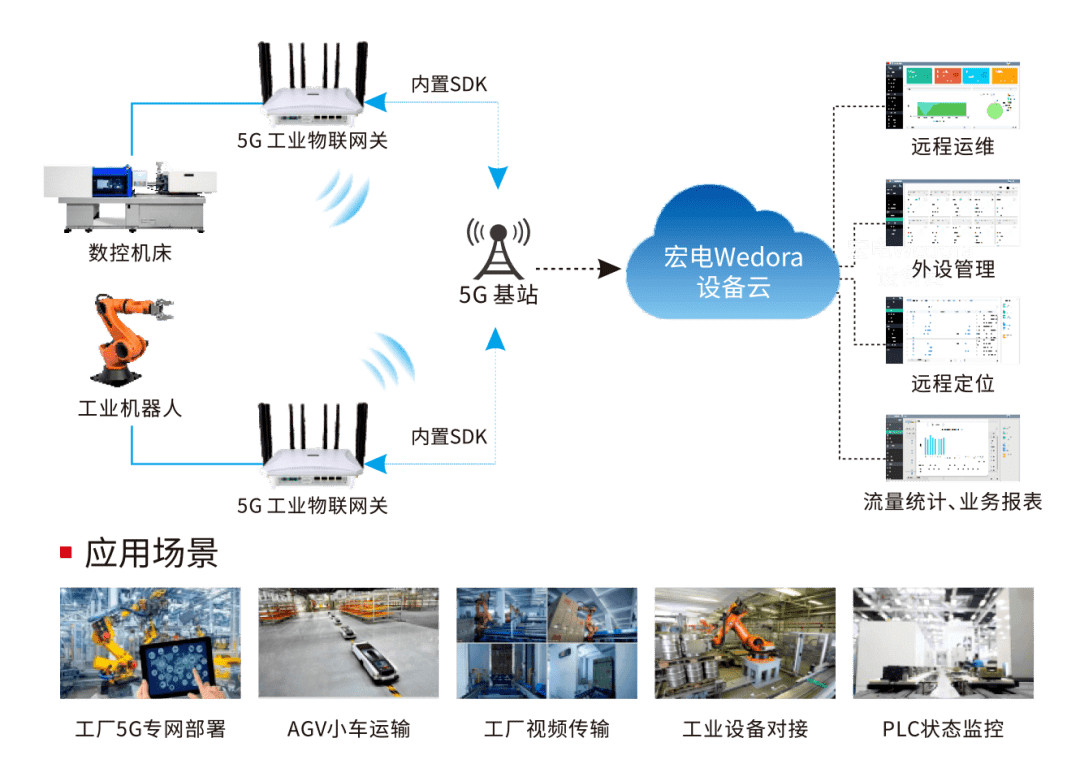
- 网络传输层:利用工业网关、5G/4G、Wi-Fi或有线网络,将采集到的数据安全、可靠地传输至云端或本地服务器。确保数据在复杂工业环境中的实时性与完整性。
- 平台与应用层:在云端或边缘计算平台对数据进行汇聚、存储、分析与可视化。通过定制化的监控平台或移动APP,管理者可以远程实时查看设备状态、生产报表、效率分析(如OEE)、预警信息等,并实现对设备的远程调试、程序更新与启停控制。
二、 赋能包装机械的关键价值体现
1. 数据驱动的预防性维护与资产管理
实时监测电机振动、轴承温度等关键参数,通过算法模型预测潜在故障,变“事后维修”为“事前维护”,大幅减少非计划停机时间,延长设备寿命。实现所有联网设备的数字化档案与全生命周期管理。
2. 生产过程的透明化与优化
精确采集每一台设备的生产速度、合格率、停机原因及持续时间,生成多维度的数据分析报告。管理者无论身处何地,都能通过远程监控界面洞察全局,精准定位生产瓶颈,优化生产排程与工艺参数,提升整体设备效率(OEE)。
3. 远程运维与专家支持
当设备出现异常时,系统自动报警并将故障信息推送至相关人员。技术支持专家无需亲临现场,即可通过远程监控系统访问实时数据与历史曲线,进行远程诊断甚至排除故障,极大缩短了响应时间,降低了差旅成本,提升了服务效率与客户满意度。
4. 能耗管理与可持续发展
监测设备的实时能耗,分析能源使用模式,识别异常耗能环节,为制定节能策略提供数据支撑,助力企业实现绿色、低碳生产目标。
三、 物联网设备销售与解决方案落地的关键考量
成功的赋能不仅依赖于先进的方案,更离不开精准的物联网设备销售与集成服务。这需要:
- 设备选型的专业性:根据包装机械的具体型号、工艺要求与环境条件,销售并提供兼容性强、可靠性高、符合工业标准的传感器、网关及通讯模块。
- 系统集成的无缝性:确保物联网设备能够与包装机械原有的控制系统(如PLC、HMI)以及企业的ERP、MES等信息系统平滑对接,避免形成“数据孤岛”。
- 数据安全与可靠性:提供从边缘到云端的端到端安全策略,保障数据在传输与存储过程中的机密性、完整性与可用性,满足工业安全规范。
- 持续的服务与支持:除了硬件销售,更应提供包括方案设计、安装调试、平台部署、数据分析及运维培训在内的全周期服务,确保解决方案持续创造价值。
###
工业物联网解决方案通过将先进的传感技术、网络技术与数据分析能力注入传统的包装机械设备,不仅实现了数据采集的自动化和远程监控的实时化,更是推动了包装行业向数字化、网络化、智能化方向的深刻变革。对于设备制造商而言,这是提升产品附加值、创新服务模式的契机;对于终端用户而言,这是降本增效、增强竞争力的必由之路。随着技术的不断成熟与成本的进一步降低,工业物联网必将在包装机械领域释放出更大的潜能。